剪切下料的技术标准
更新时间:2024-04-15 10:25:00点击次数:2051次
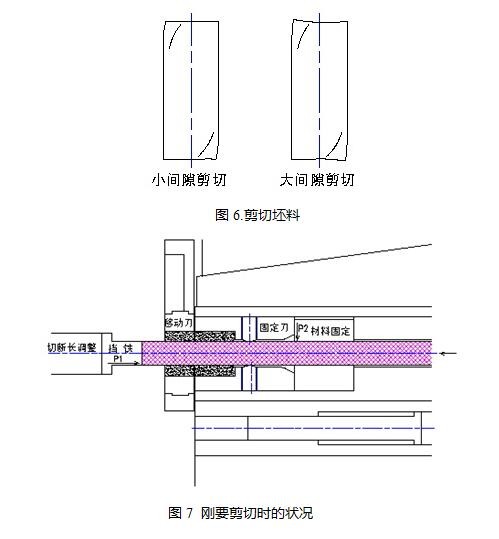
高速冷镦机生产厂家讲解在高速镦锻机上调直后的线材经给料机构传输至剪切位置,下料的长短由固定不动刀与挡铁中间的间距决定,在下料的全过程中,线材是在没有外力作用协助固定不动的状况下被弄断的。因为线材与固定不动刀、移动刀中间的空隙,线材的不固定不动,假若选用常见的小空隙剪切的方式,获得的坯料上下2个端面会被挤扁,呈扁圆形,两边内孔有坍塌,经首位工位整形后,在两边面外圆处仍会出现较显著的坍塌,将干扰锻件的品质。
高速冷镦机生产厂家讲解在高速镦锻机上调直后的线材经给料机构传输至剪切位置,下料的长短由固定不动刀与挡铁中间的间距决定,在下料的全过程中,线材是在没有外力作用协助固定不动的状况下被弄断的。因为线材与固定不动刀、移动刀中间的空隙,线材的不固定不动,假若选用常见的小空隙剪切的方式,获得的坯料上下2个端面会被挤扁,呈扁圆形,两边内孔有坍塌,经首位工位整形后,在两边面外圆处仍会出现较显著的坍塌,将干扰锻件的品质。为了更好地处理这个问题,我们改成大空隙下料的方式,促使剪切下来的毛坯端面上有一小部分多出的材料,用此材料来填补内孔材料的不够;可是选用大空隙下料后,坯料两边面将会出现较为显著的段差,干扰锻件的平整度。
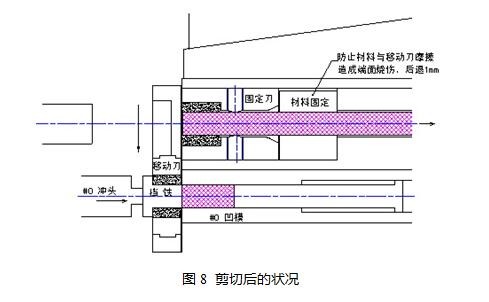
冷镦机生产厂家浅析对于上述下料方式的不够,一类新型的下料方式应时而生,现阶段国外在研发中。在下料全过程中,被剪切部分的原材料,除遭受正常的剪切力外,还可能遭受2个外力的作用――活动挡铁的压力P1及其固定原材料的抱紧力P2(图7)。另外为了更好地避免 移动刀在传输全过程中与材摩擦而造成原材料烧伤,原材料在被弄断后将倒退1mm(图8)。原材料是在彻底被约束的状况下剪切,因而可能彻底解决目前通用下料方式的缺点,这类下料方式尤其适用剪切易变形的原材料,如铜合金、铝合金等。
多工位冷镦机生产厂家解读冷成形工艺的好处
•速度
•净样式/贴近于实际上零件的样式或降低二次生产加工
•一致性/尺寸精度
•质量/表面光洁度
•节约原材料和降低废弃物形成
•提高机械性能更高的抗压强度重量比、持续的晶粒 流向
因为这种好处,冷成形被认为是可代替热锻造、锻造、粉末金属、机械加工、电焊焊接和冲压模具或弹性体材料/复合型的加工工艺 。
- 上一篇:髙速冷镦机钢筋操作流程
- 下一篇:冷镦机的特点和冷镦机的参数介绍
